")
")
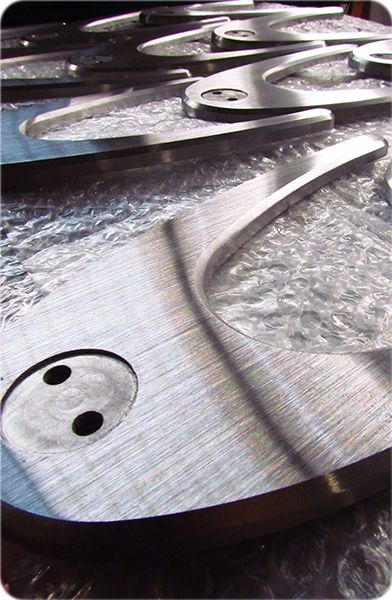
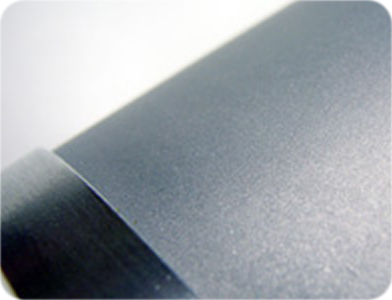
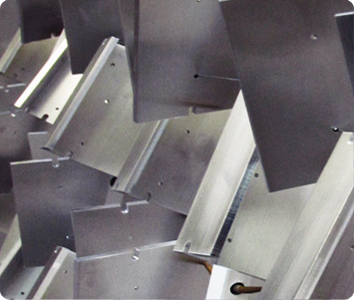
Finishing
Whatever you encounter in this world works through its outward appearance. And because the first impression is so crucial, we have elevated the treatment and refinement of the surface to an art. This means an upgrade of the components and products - from a technical as well as an aesthetic point of view.
We offer you a unique range of surface finishes: From mechanical processing with different sanding patterns, structures and degrees of gloss to various types of coating and materials to the color palette we have developed ourselves with standard colors, special colors and contemporary pastel tones.